

Industrial Touch Panel PCs and Monitors
IP Rated Touchscreen Computers For HMI Integration




Machine Vision Computers
PCIe Expansion Card Acceleration for Intelligent Computer Vision
Premio machine vision computers deliver unmatched processing and graphic performance. The VCO Machine Vision series’ scalable compute capacity accomplishes complex and data-intensive applications to drive automation, optimization and insight in the harshest factory deployments. The machine vision series is primed for automatic product lines inspection, intelligent security surveillance, biomedical imaging and vision-guided robotics/vehicles.
Dedicated GPU Support
Maximized Expandability
Wide Temperature
Shock And Vibration Resistance
TPM 2.0 Security Module

VCO-6000 Series
GPU-Friendly, Ruggedized, High-Performance
Featured Product:
Engineered to excel in the most demanding industrial environments, the VCO-6000 Series industrial computer provides powerful performance, industrial-grade reliability, enhanced IoT connectivity, and advanced data security that pushes the boundaries for industry 4.0 computing.









VCO-6000-RPL Series
- Intel® Core™ Processors 12th/13th Gen (ADL/RPL) and Series 2 (BTL)
- DDR5 Memory up to 96GB
- ECC Memory Supported
- Hot-swappable 2.5” SATA SDD Bay
- External NVMe SDD Bays (Optional)
- PCIe Gen 4.0
- Dual-GPU Support (FHFL)
- UL Listed, CE, FCC Class A Certifications
Embedded Legacy Products:
- Intel® 15-year embedded processor support
- Long term product availability
- Product lifecycle management
- Contact Sales for Availability

VCO-6000-CFL Series
- 8th/9th Gen Intel® Core™ Processor with Q370 PCH
- DDR4 Memory up to 64GB
- Hot-swappable 2.5” SATA SSD Bays
- PCIe Gen 3.0
- GPU Support (FHFL)
- CE, FCC Class A Certifications

VCO-6000-KBL Series
- 6th/7th Gen Intel® Core™ Processor with Q170 PCH
- DDR4 Memory up to 32GB
- Hot-swappable 2.5” SATA SSD Bays
- PCIe Gen 3.0
- GPU Support
- CE, FCC Class A Certifications
World Class Computers. World Class Certifications


Download Our Solution Guide For Embedded Computer and Industrial Touch Display Solutions.


Low-Power Embedded Processors
Industrial machine visions computers leverage cutting-edge x86 processors from Intel, delivering unparalleled computing power, speed, and efficiency in demanding edge environments. These processors enable AI workflow consolidation, streamline extensive data aggregation, and empower real-time support for IoT devices. Premio’s dedicated line of machine vision computers, VCO Series, utilize select processors purpose-built for embedded use cases with a balance in performance, power-efficiency, and long-term product support for optimized mission-critical IIoT deployment applications.


AI Inference Analysis: Powerful GPU-Enabled Performance
GPUs (Graphics Processing Units) are integral components in machine vision computers, where they are harnessed to accelerate image and video processing tasks. The VCO series provides support for full-height, full-length (FHFL) GPU for limitless compatibility and unrestricted performance. Their parallel processing architecture, originally designed for rendering graphics, offers significant advantages in machine vision applications.
- Parallel Processing Power
- Image Processing and Object Detection
- Train Deep Learning and Neural Networks
- Real-Time Performance for instant decision making
- Efficient Data Transfer with minimal data bottlenecks


GigE Vision – Connect Cameras with Gigabit Ethernet
![]() GigE Vision® is a global camera interface standard developed using the Gigabit Ethernet communication protocol.GigE Vision GigE Vision helps many machine visions applications with fast image transfers over common ethernet cables. Premio’s machine vision computers are building blocks for many industrial automation experts using GigE Vision in their computer vision operations.
GigE Vision® is a global camera interface standard developed using the Gigabit Ethernet communication protocol.GigE Vision GigE Vision helps many machine visions applications with fast image transfers over common ethernet cables. Premio’s machine vision computers are building blocks for many industrial automation experts using GigE Vision in their computer vision operations.
| Fast | High bandwidth (125 MB/s) real-time transfer rates |
| Abundant | Data transfer up to 100 meters in length |
| Standard | Low cost CAT5e or CAT6 cables and RJ45 Connectors |
| Scalable | Common Ethernet connections in variety of computing hardware |
| Low Cost | Standard hardware and cables for easy plug and play intergration |
USB3 Vision® - Connect Cameras with High-Speed USB
 USB3 Vision® helps many machine visions applications with high-speed USB image transfer rates. For example, the USB 3.x interface has bandwidth speeds up to 10Gbps. Premio’s machine vision computers are building blocks for many industrial automation experts using USB3 Vision® Vision in their computer vision operations.
USB3 Vision® helps many machine visions applications with high-speed USB image transfer rates. For example, the USB 3.x interface has bandwidth speeds up to 10Gbps. Premio’s machine vision computers are building blocks for many industrial automation experts using USB3 Vision® Vision in their computer vision operations.
| Fast | Up to 10Gbps of High bandwidth |
| Abundant | Data transfer up to 100 meters in length |
| Standard | Easy-to-use and Common USB connectors |
| Scalable | Common USB ports in scalable computing hardware |
| Low Cost | Data and power over a single cable Uses |
Built Rugged. Built Ready – Fanless Cooling for Industrial PCs
A fanless industrial computer is a fully enclosed embedded PC that utilizes passive cooling solutions to extract and dissipate heat without utilizing spinning fans or active cooling. Unlike traditional desktop computers, fanless industrial computers leverage thermal conductivity and mechanical engineering to remove detrimental heat away from mission critical components
Key Markets
Machine vision Computers For Automation
Machine vision computers drive the efficiency and insight enrichment at the heart of Industry 4.0. Engineered and manufactured to endure the challenging physical conditions of a variety of industrial environments, industrial computers are high-performance, scalable upgrades to traditional single-purpose PLCs. By consolidating numerous workloads within a single, versatile industrial computer, points of failure and overall hardware footprint are reduced. Strong localized compute and low-latency communication generate real-time actionable insights, inform inference analysis applications and enable sophisticated automation.


IoT Connectivity Ready
- 5G/4G LTE with major North America cellular carriers like AT&T, T-Mobile, and Verizon
- Supports Multiple SIM Cards
- Wifi, GPS and Bluetooth
- Amazon AWS Greengrass Certified


Case Studies
FAQ
Machine Vision (MV) is the integration of hardware and software used to assist computers in making decisions by analyzing video and images. In manufacturing, MV is commonly used on production lines for automatic inspection at every stage of the product. MV has also expanded its applications in high-end surveillance/security, biomedical imaging, and even vision guided robotics/vehicles. With advancements in vision technology, machines are increasingly capable of greater functions to meet strategic goals of industry.
All MV computers are comprised of two key components: a hardware platform and vision software. The hardware platform is the computer working in conjunction with various devices such as cameras, capture cards, and data acquisition modules to enable it to capture video or images. Once the target video or image is acquired, it is then processed by the vision software which triggers an action or function depending on the result. Due to the wide variety of cameras, motion controllers, and other devices required for MV, it is critical for the hardware platform to feature expandability for multiple PCI/PCIe add-on cards. Most MV computers are deployed in adverse environments, so the entire platform must also be engineered to withstand extreme temperature ranges, varying voltage levels, and high levels of shock and vibration.
- Workload Consolidation: Machine vision computers have the processing capacity to accomplish multiple tasks simultaneously, reducing hardware footprint
- IoT Connectivity: Rich wired I/O and wireless connection technologies incorporate legacy and leading-edge equipment, and data transmissions from remote and mobile environments.
- Reliability: Intelligent design and rugged features fortify machine vision computers against the severe and challenging physical factors encountered in a variety of industrial environments
- Scalability: Machine vision computers’ modular design allows for interchangeable expansion options.
- Security: Trusted platform modules with TPM 2.0 standards enable hardware boot security, encryption and cybersecurity protections.
- Intelligent Automation: Powerful visual data processing and performance acceleration options enable real-time inference analysis and machine learning for richer, data-driven autonomy at the rugged edge.
What sets general computer vision apart from machine vision is a hardware platform that is designed for the rugged and industrial environment. Three critical elements are required in order for a system to operate properly in a factory setting: 1) wide range operating temperature, 2) high shock and vibration rating, and 3) power protection from potential voltage spikes.
- Wide Range Operating Temperature
- High Shock and Vibration Rating
- Power Portion
By utilizing a fanless and cableless design in conjunction with selecting a high performance processor with low TDP, we can ensure the computer is able to operate reliably with the temperature range of -25C to 70C (-13F to 158F)
Featuring a solid construction with a modular and single top cover design, the system is tested and validated for vibration rating at 3 Grms and shock level at 50G
Power output in a factory can fluctuate widely and suddenly, so it is crucial that any computers operating in such an environment have proper power protection. Our MV platform comes standard with OVP (Over Voltage Protection), OCP (Over Current Protection), and RVP (Reverse Voltage Protection). This allows the computer to continue to operate continuously even with unexpected power spikes.
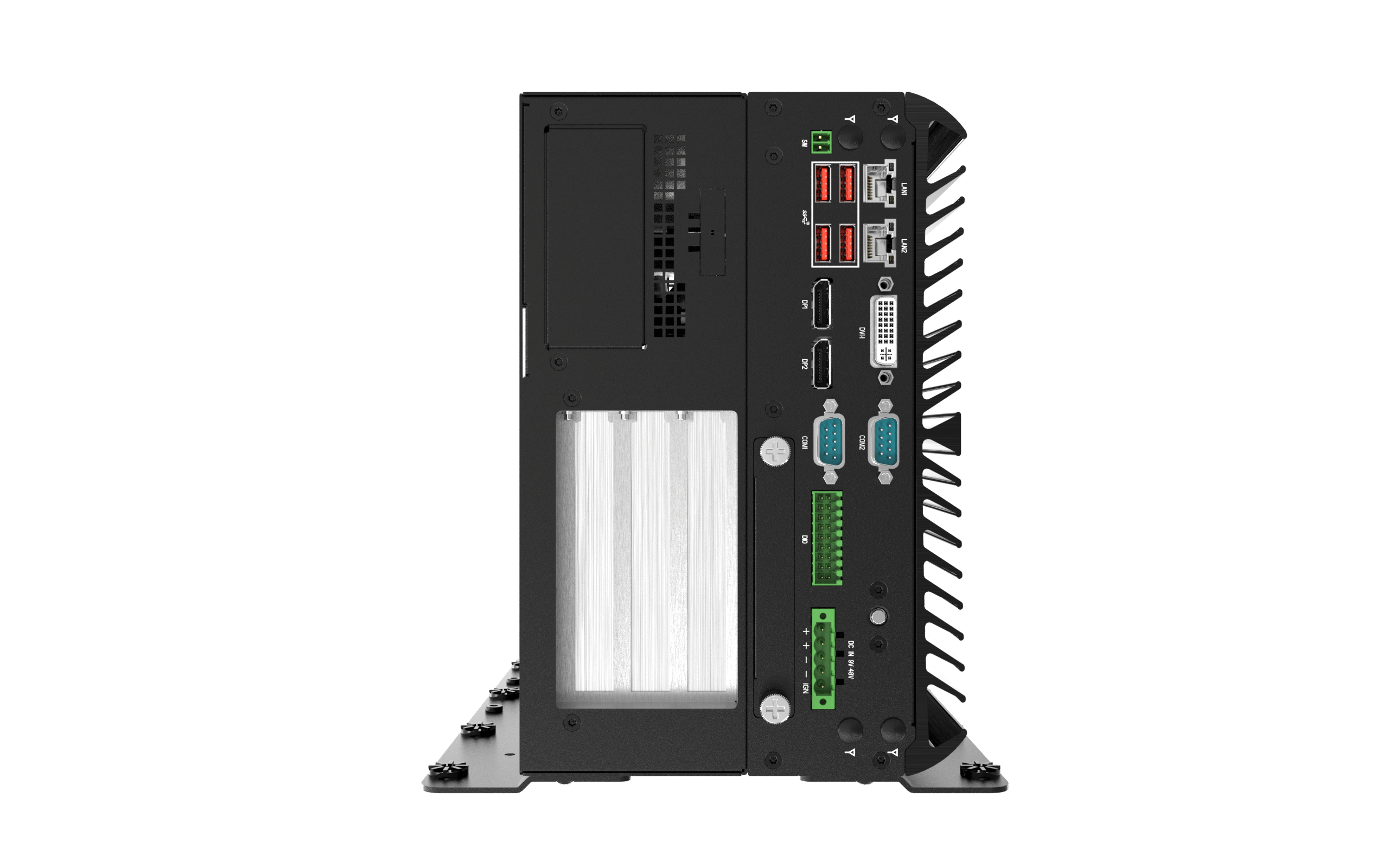
Depending on the task and factory conditions, additional devices or add-on cards might be needed, so a MV computer needs to be flexible when it comes expandability. Premio VCO series offer a maximum of five expansion slots, in various combinations of legacy PCI and PCIe. For ease of installation and maintenance, all computer ports are front facing and accessible from a single side including all ports from any add-on cards. In addition, the unit is mountable in three different configurations: wall mount, book mount, or industry standard DIN-rail mount; this allows the unit to be installed accordingly to each factory's space constraints.
- Latest USB interfaces and GPIO to provide higher speed data transfer
- Supports multi-core accelerators for inference analysis
- Supports Wide Temperature and Wide-Voltage Spikes in harsh factory environments
- Large solid-state storage capacity to keep data in place
- Up to 64GB of DDR4 SODIMM Memory Ram for multi-tasking
- Support for latest high-speed vision cameras (GigE and USB 3.0)
- Modular PCIe Expansion slots for high performance GPU accelerators
MV technolody enables factories to streamline their overall manufacturing process and with its many benefits, help meet strategic goals.
- Increased Productivity
- Increased Quality
- Data Analytics
- reduced Floorspace
Extremely repetitive tasks can be automated with far greater accuracy and speed. Factories can reduce human involvement for tasks that are ill-suited for manual labor, but is extremely well-suited for a machine.
Inspection by MV yields higher consistency and quality. Once the initial rules and conditions are configured in the vision software, an MV platform is able to learn and optimize over time with tighter process control.
Manual tasks now connected to a computer can provide data feedback. Captured images and videos can be archived and analyzed for future improvements in design and production.
The space needed for an MV computer is much smaller than the space needed for a human operator. In additional, the MV platform can operate in extreme environments.
Machine vision computers can serve as cloud gateways for industrial IoT edge networks. By efficiently delegating select IoT applications to cloud resources, machine vision computers free up processing capacity for tasks demanding local compute for real-time action. Cloud access also streamlines application upgrades and security patching for embedded systems with access constraints.
Premio machine vision computers are certified to deploy cloud platforms like AWS IoT Greengrass. The platforms connect, monitor, and improve control of IoT assets to simplify enterprise system launch and management. The platforms draw advanced compute capabilities from the cloud to apply locally for latency-free performance and insights.
The VCO Machine Vision Computers series is suitable for the following vertical market segments:
Industrial
- liharmaceutical
- Food & liackaging
- Automotive
- Electronics & Semiconductor
- Metrology / Measurement
Non-Industrial
- Healthcare & Medical Imaging
- Autonomous Vehicles
- Security & Surveillance
- Intelligent Transportation Systems
- Agricultural Automation
Machine vision computers supply efficient data processing and precision automation fueling Industry 4.0. Engineered and manufactured to endure the challenging physical conditions of a variety of severe environments, machine vision computers are high-performance, scalable solutions purpose-built to process and act on visual data. By consolidating numerous workloads within a single, versatile machine vision computer, points of failure and overall hardware footprint are reduced. Strong localized compute and low-latency communication yield more precise visual processing, generate real-time actionable insights, inform inference analysis applications and enable sophisticated automation.